
1.一种基于金属3D打印的模具制造方法,其特征在于,模具包括法兰和模体,该方法包
2.根据权利要求1所述的方法,其特征在于,模体成型包括模体的外壳成型和型面立面
3.根据权利要求1所述的方法,其特征在于,精加工采用三轴或五轴机床加工。
4.根据权利要求1所述的方法,其特征在于,基板的材料包括但不限于钢材、铝材、不锈
5.一种基于金属3D打印的模具制造装置,其特征在于,模具包括法兰和模体,该装置包
制备单元,用于通过传统机加的方式制备法兰,该法兰作为为金属3D打印成型时的基
6.根据权利要求5所述的装置,其特征在于,模体成型包括模体的外壳成型和型面立面
7.根据权利要求5所述的装置,其特征在于,精加工采用三轴或五轴机床加工。
8.根据权利要求5所述的装置,其特征在于,基板的材料包括但不限于钢材、铝材、不锈
[0001]本发明涉及一种基于金属3D打印的模具制造方法及装置,属于航空复合材料成型
[0002]复合材料电磁功能结构件的制备通常都需要用到成型模具,金属成型模具的传统
制造方法为:首先根据设计的成型模具数模,制备出毛坯,然后通过机床精加工出高精度外
形。制造毛坯的传统方法有铸造和钢板焊接,铸造工艺需要制备砂模,制备周期较长,且铸
造缺陷较多,容易存在砂眼和气孔,不利于成型模的气密;钢板焊接工艺需要对成型面板进
行拼焊以及成型面板与支撑框架之间进行焊接,成型面板的拼焊如果拼接不好就会导致模
[0003]发明目的:本发明提出了一种基于金属3D打印的模具制造方法及装置,通过金属
3D打印的方法能够实现成型模具毛坯件的快速自动制备,解决了铸造周期长以及避免了焊
[0005]第一方面,提供一种基于金属3D打印的模具制造方法,模具包括法兰和模体,该方
[0006]通过传统机加的方式制备法兰,该法兰作为为金属3D打印成型时的基板;
[0011]基板的材料包括但不限于钢材、铝材、不锈钢,模体为适用于3D打印的钢合金、铝
[0012]第二方面,提供一种基于金属3D打印的模具制造装置,模具包括法兰和模体,该装
[0013]制备单元,用于通过传统机加的方式制备法兰,该法兰作为为金属3D打印成型时
[0014]打印单元,用于在法兰的上表面通过金属3D打印的方式成型模体;
[0018]基板的材料包括但不限于钢材、铝材、不锈钢,模体为适用于3D打印的钢合金、铝
[0019]有益效果:本发明提出了一种基于金属3D打印的模具制造方法及装置,通过3D打
[0021]金属3D打印通过增材的方式实现产品的制备。首先会通过软件将产品进行切片,
然后机器自动的根据编好的程序制备每一层金属,逐层累积最终形成产品。3D打印产品的
性能介于铸件和锻件之间,性能较好,具有较好的致密性,通过多台设备同时打印可大大提
[0022]提供一种基于金属3D打印的复合材料电磁功能结构件金属成型模具制造方法,实
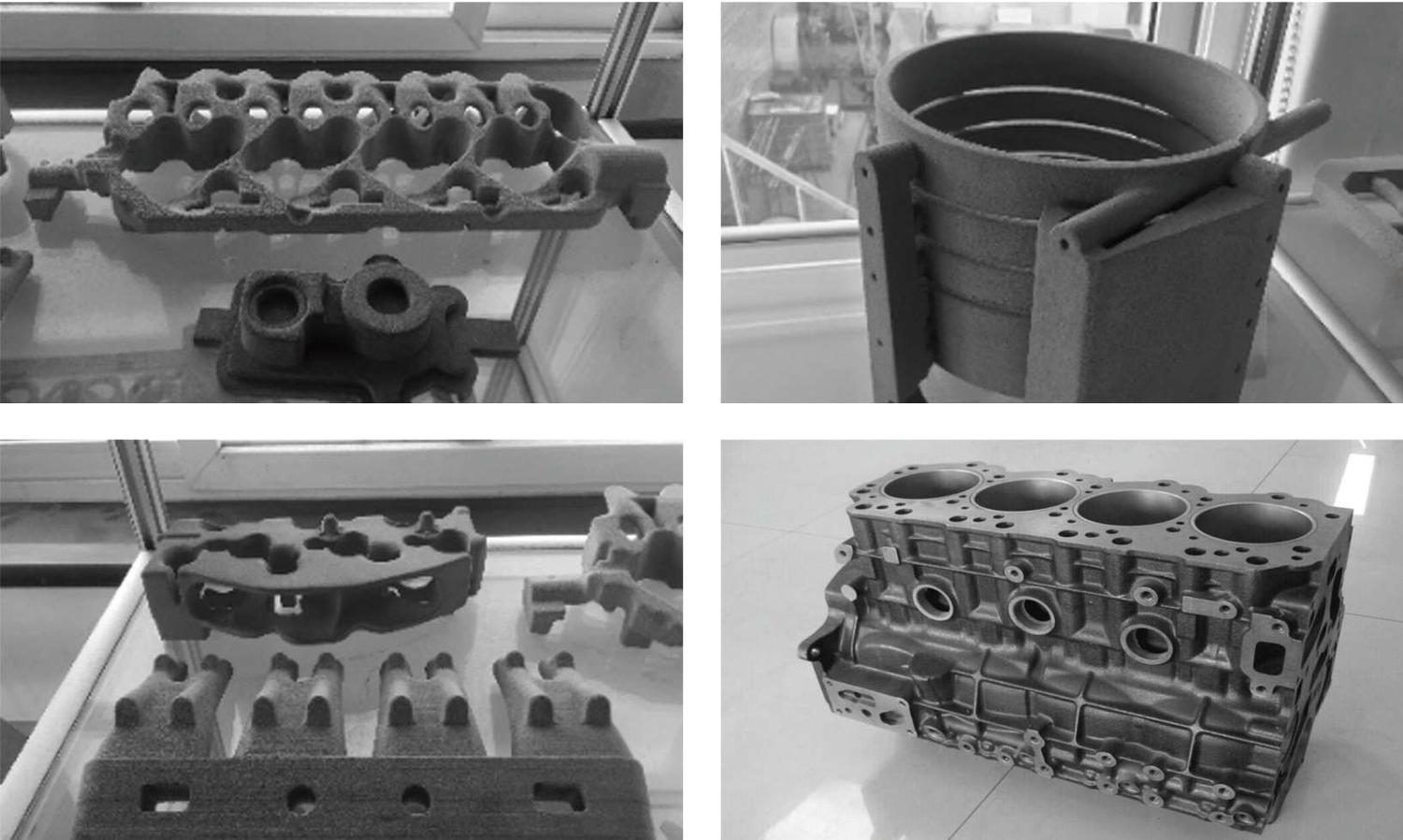
[0023]本发明提供一种基于金属3D打印的成型模具制造方法,如图1所示,具体包括法兰
和模体,法兰通过传统机加的方式制备,即作为金属成型时的基板(3D打印成型时底面都需
要基板,成型完成后再从基板上切除),又作为模具的一部分,免去了切除的步骤;模体通过
金属3D打印的方式成型,成型包括模体的外壳和型面立面的支撑筋结构,保证型面的结构
[0024]3D打印工艺一般在金属基板上进行成型,打印材料与金属基板材料为同系金属材
料,成型完成后通过线切割等工艺将产品从基板上取下,基板经过加工后可重复使用。本发
明提供一种基于金属3D打印的成型模具制造方法,主要针对法兰与模体组合的阳模,法兰
通过传统机加的方式制备,作为金属成型时的基板,3D打印直接成型在法兰上,免去了切除
的步骤。法兰结构简单,制备工艺成熟,制造周期较短,结合3D打印制备复杂结构的优势,可
[0025]3D打印工艺选择电子束熔丝沉积工艺,电子束熔丝沉积工艺,加工效率高,目前能
够达到15kg/h的沉积速率,加工质量好,丝材利用率能达到100%,是市场上速度最快、成本
效益最高的金属增材制造工艺,对大型金属结构的成形,电子束熔丝沉积成型速度优势十
[0026]电子束熔丝沉积金属增材设备系统包括电子枪、高压电源、真空系统、观察系统、
三维工作台、含三轴对准装置的送丝系统以及综合控制系统等。在金Kaiyun网站属增材过程中,电子
枪、送丝系统和三维工作台通过综合控制系统协调工作,达到自动化操作的要求,保证金属
增材过程稳定进行。能够打印TC4、TA15、TC11、TC1、TC21等钛合金、铝合金、钨、300系列不锈
[0027]本发明创造的技术方案是:一种基于金属3D打印的成型模具制造方法,包括以下
[0028]步骤1,根据成型需求设计成型模具三维数模,三维数模法兰结构考虑刚度、强度
以及制造性等,模具设计应考虑整体的密封性,热膨胀系数与成型材料的匹配性等问题;
[0029]步骤2,3D打印时的切片软件一般识别.STL文件的三维数模,数模设计完成后保存
[0030]步骤3,根据数模出加工图纸,明确零件的尺寸、材料、加工工艺等信息;
[0031]步骤4,按照图纸采购相关的板材、方管等材料,购买螺钉、定位销、吊环等标准件;
[0032]步骤5,按照图纸尺寸要求,通过线切割、机加等工艺对法兰相关的板材、方管等进
[0033]步骤6,通过焊接的方式将板材与方管按照设计要求进行连接,焊接采用满焊保证
[0034]步骤7,焊接完成后,根据不同材料的属性针对性的进行热处理,去除焊接产生的
[0035]步骤8,去除应力后,将法兰放置在五轴或三轴机床上进行加工,对法兰上表面进
行铣削加工,按照加工工艺首先进行粗加工,然后进行精加工,保证上表面加工的平面度和
[0036]步骤9,法兰通过传统的机械加工方法加工完成后,转移到金属3D打印设备上;
[0037]步骤10,打印之前使用酒精、丙酮等溶剂擦拭加工面,去除表面残料的切削液、油
[0038]步骤11,选择与法兰同一材料系列的打印丝材,选择对应材料的工艺参数包,首先
[0039]步骤12,通过打印设备自带或者通用的切片软件对模体的三维模型进行切片,切
[0041]步骤14,打印设备将根据上一步生成的打印程序,以法兰的加工面为基准面逐层
[0042]步骤15,模体打印完成后,待模具完全冷却后,将模具从打印设备上取下,进行热
[0043]步骤16,将热处理后的模具转移到五轴或三轴机床上进行装夹找正,找正完成后
按照模具的理论外形进行编程,根据加工程序对模体外形进行粗加工和精加工,并在法兰
[0044]步骤17,加工完成后,将模具从机床上取下,去除表面的金属屑,切削液和油渍等;
[0045]步骤18,使用三坐标、激光跟踪仪、扫描仪等型面测量设备对模具的模体型面精
[0046]步骤19,对模具进行常温抽真空试验和高温高压环境下的抽真空试验,试验之前
使用酒精、丙酮等溶剂擦拭真空袋粘贴面,去除表面残料的切削液、油污等,保证真空袋的
[0047]步骤20,在做完步骤18、步骤19的检测合格后,在法兰非工作面上进行喷漆做防锈
处理,喷涂标记,开展零件齐全性检查、常规检查等工作。至此完成基于金属3D打印的成型
2、成为VIP后,下载本文档将扣除1次下载权益。下载后,不支持退款、换文档。如有疑问加。
3、成为VIP后,您将拥有八大权益,权益包括:VIP文档下载权益、阅读免打扰、文档格式转换、高级专利检索、专属身份标志、高级客服、多端互通、版权登记。
4、VIP文档为合作方或网友上传,每下载1次, 网站将根据用户上传文档的质量评分、类型等,对文档贡献者给予高额补贴、流量扶持。如果你也想贡献VIP文档。上传文档
温柔的倾诉 Speak Softly Love 教父主题曲 钢琴谱 数字 简谱.pdf
材料力学数值方法:边界元法(BEM):BEM在热传导问题中的应用.pdf
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者