
1、3d打印是一种用于制造三维实物的先进技术,相对于传统的工业制造,它不需要模具或装备大型生产线d打印机上,根据计算机生成的三维模型,逐层堆叠材料来构建物体,它的操作简单,通过计算机软件将3d模型发送给打印机,并选择合适的材料,打印机就能够自动完成打印过程。
2、随着科技的更新和进步,产品外观的注塑成型要求越来越高,充电器的外观要求越来越严格,对模具冷却设计有了更高的挑战;现有技术中,模具的芯子内设置有冷却管路,冷却管路由多段直线型的管道连接而成,呈回字形设置,该种结构下的冷却管路难以对芯子均匀地冷却,导致产品在脱模前会冷却不均,Kaiyun平台 官方入口进而导致成型的产品会出现表面不平整的现象,影响产品的外观。
1、有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种基于3d打印的注塑模具,其通过在芯子内设置有3d打印成型的螺旋状冷却水路,采用3d打印成型的方式,方便螺旋状冷却水路的生产制作,并配合芯子内于螺旋状冷却水路的周缘设置有多个吹冷气管路,吹冷气管路沿自身的延伸方向设置有多个出气口,使得芯子内部冷却更均匀,且冷却水路与吹冷气管路的配合,冷却速度更快,进而提高产品的生产效率。
3、一种基于3d打印的注塑模具,包括上模和下模,所述上模设置有上模仁,所述下模包括自下往上依次设置的底板、顶出结构、下支撑板和下模板,所述下模板设置有下模仁,所述下支撑板上设置有芯子,所述芯子穿设于下模仁中,所述上模仁、下模仁、芯子一同围构形成供产品成型的注塑模腔;
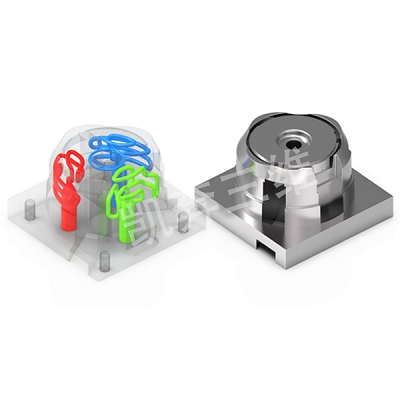
4、所述芯子内沿芯子的高度方向设置有3d打印成型的螺旋状冷却水路,采用3d打印成型的方式,方便螺旋状冷却水路的生产制作,所述螺旋状冷却水路连接有进水管和出水管,所述进水管的输入端和出水管的输出端均露于下支撑板外;
5、所述芯子内于螺旋状冷却水路的周缘设置有沿芯子的高度方向布置的多个吹冷气管路,所述吹冷气管路沿自身的延伸方向设置有多个出气口,多个吹冷气管路一同连接有进气管道,所述进气管道的输入端露于顶出结构外,使得芯子内部冷却更均匀,且冷却水路与吹冷气管路的配合,冷却速度更快,进而提高产品的生产效率。
6、作为一种优选方案,所述顶出结构设置有两个相对设置的斜顶组件,所述斜顶组件上设置有用于成型卡槽的卡凸,两个卡凸露于芯子的相对两侧。
7、作为一种优选方案,所述斜顶组件包括安装座和斜顶杆,所述斜顶杆的一端滑动连接于安装座,所述斜顶杆的另一端可穿过芯子的顶部,所述卡凸设置于斜顶杆的侧旁。
8、作为一种优选方案,所述顶出结构包括间距布置的两个侧支撑块和设置于两个侧支撑块之间的上顶板、下顶板,所述进气管道设置于下顶板上,所述侧支撑块上设置有供进气管道的输入端避让的避让槽,所述进气管道的输入端自避让槽伸出侧支撑块外。
9、作为一种优选方案,所述吹冷气管路为呈方形布置的四条,四条吹冷气管路分别位于芯子的四条角边处。
10、作为一种优选方案,所述下模仁包括相互拼接设置的第一拼接块和第二拼接块,所述第一拼接块和/或第二拼接块上设置有用于成型图案的凸起部。
11、作为一种优选方案,所述芯子为间距布置的两个,相应的,所述下模仁设有两个供芯子穿设的槽位,所述芯子置于槽位中。
12、作为一种优选方案,所述下模板的顶部向下凹设有凹槽,所述下模仁设置有四个,四个下模仁呈方形拼接布置于凹槽内,四个下模仁的设置,一次性可成型八个产品,生产效率高。
13、作为一种优选方案,所述上模包括自上往下依次设置的顶板、热流道板、上支撑板、上模板,所述上模仁设置于上模板上。
14、作为一种优选方案,所述上支撑板设置有牛角浇口,所述牛角浇口的输出端穿过下模仁伸入注塑模腔中。
15、本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
16、其主要是,通过在芯子内设置有3d打印成型的螺旋状冷却水路,采用3d打印成型的方式,方便螺旋状冷却水路的生产制作,并配合芯子内于螺旋状冷却水路的周缘设置有多个吹冷气管路,吹冷气管路沿自身的延伸方向设置有多个出气口,使得芯子内部冷却更均匀,且冷却水路与吹冷气管路的配合,冷却速度更快,进而提高产品的生产效率。
17、为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
1.一种基于3d打印的注塑模具,包括上模和下模,所述上模设置有上模仁,所述下模包括自下往上依次设置的底板、顶出结构、下支撑板和下模板,所述下模板设置有下模仁,所述下支撑板上设置有芯子,所述芯子穿设于下模仁中,所述上模仁、下模仁、芯子一同围构形成供产品成型的注塑模腔;其特征在于:
2.根据权利要求1所述的一种基于3d打印的注塑模具,其特征在于:所述顶出结构设置有两个相对设置的斜顶组件,所述斜顶组件上设置有用于成型卡槽的卡凸,两个卡凸露于芯子的相对两侧。
3.根据权利要求2所述的一种基于3d打印的注塑模具,其特征在于:所述斜顶组件包括安装座和斜顶杆,所述斜顶杆的一端滑动连接于安装座,所述斜顶杆的另一端可穿过芯子的顶部,所述卡凸设置于斜顶杆的侧旁。
4.根据权利要求1所述的一种基于3d打印的注塑模具,其特征在于:所述顶出结构包括间距布置的两个侧支撑块和设置于两个侧支撑块之间的上顶板、下顶板,所述进气管道设置于下顶板上,所述侧支撑块上设置有供进气管道的输入端避让的避让槽,所述进气管道的输入端自避让槽伸出侧支撑块外。
5.根据权利要求1所述的一种基于3d打印的注塑模具,其特征在于:所述吹冷气管路为呈方形布置的四条,四条吹冷气管路分别位于芯子的四条角边处。
6.根据权利要求1所述的一种基于3d打印的注塑模具,其特征在于:所述下模仁包括相互拼接设置的第一拼接块和第二拼接块,所述第一拼接块和/或第二拼接块上设置有用于成型图案的凸起部。
7.根据权利要求1所述的一种基于3d打印的注塑模具,其特征在于:所述芯子为间距布置的两个,相应的,所述下模仁设有两个供芯子穿设的槽位,所述芯子置于槽位中。
8.根据权利要求7所述的一种基于3d打印的注塑模具,其特征在于:所述下模板的顶部向下凹设有凹槽,所述下模仁设置有四个,四个下模仁呈方形拼接布置于凹槽内。
9.根据权利要求1所述的一种基于3d打印的注塑模具,其特征在于:所述上模包括自上往下依次设置的顶板、热流道板、上支撑板、上模板,所述上模仁设置于上模板上。
10.根据权利要求9所述的一种基于3d打印的注塑模具,其特征在于:所述上支撑板设置有牛角浇口,所述牛角浇口的输出端穿过下模仁伸入注塑模腔中。
本技术公开一种基于3d打印的注塑模具,包括上模和下模,下模包括底板、顶出结构、下支撑板和下模板,下模板设置有下模仁,下支撑板上设置有芯子;芯子内沿芯子的高度方向设置有3D打印成型的螺旋状冷却水路,螺旋状冷却水路连接有进水管和出水管,进水管的输入端和出水管的输出端均露于下支撑板外;芯子内于螺旋状冷却水路的周缘设置有沿芯子的高度方向布置的多个吹冷气管路,吹冷气管路沿自身的延伸方向设置有多个出气口,多个吹冷气管路一同连接有进气管道,进气管道的输入端露于顶出结构外。使得芯子内部冷却更均匀,且冷却水路与吹冷气管路的配合,冷却速度更快,进而提高产品的生产效率。