
SLM金属3D打印应用于模具随形冷却、排气的显著价值已被验证,通常可将开模冷却时间缩短30%-60%,对注塑/压铸提升生产效率、改善产品品质有显著效益。本篇总结了初始采用3D打印模具的用户的一些常问问题,分享给大家参考:
■前伟创力机械技术中心技术经理,增材制造应用研究带头人,13年工业3D打印应用经验;
■华南理工大学金属材料加工工程硕士,17年机械设计及加工制造工艺技术经验;
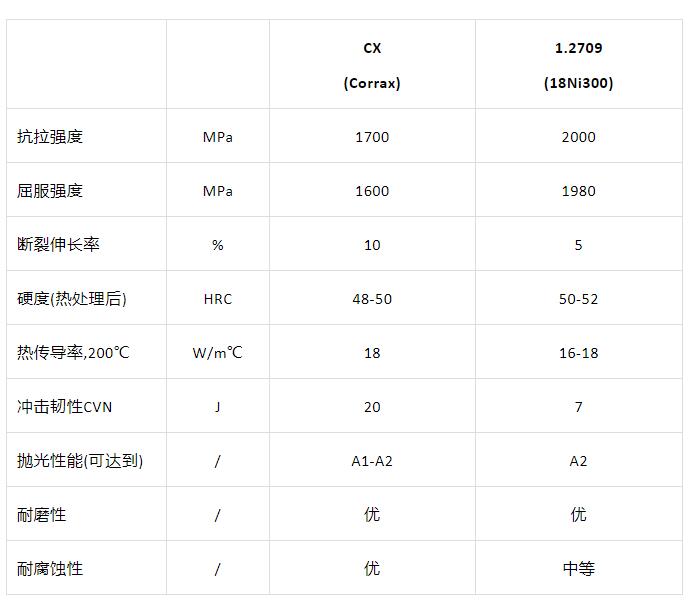
CX和1.2709属于高强度钢和超高强度钢(抗拉强度超过1600Mpa),经过大量的验证使用发现:CX在用于注塑模具时,相同设计和使用工况下寿命不低于S136,1.2709在用于压铸模具时寿命近似H13;
金属3D打印属于是粉末烧结成型的工艺,技术本身做不到100%致密,但通常专用的模具3D打印机+好的粉末材料+工艺管控可将抛光控制在A2以上,可满足大部分的模具抛光要求(要求A1以上的抛光后可能出现麻点风险)。
需要指出的是:国内金属3D打印机分为模具专机和手板机,模具专机的成本/配置要高于手板机,如采用手板机打印模具则出现明显沙孔的风险会较高。
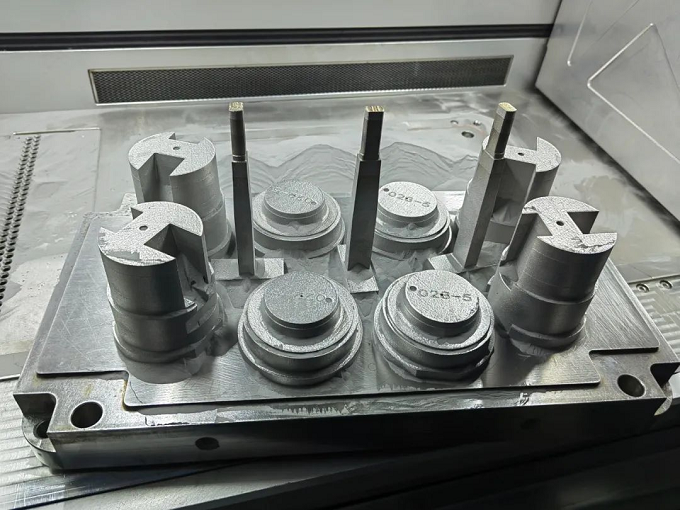
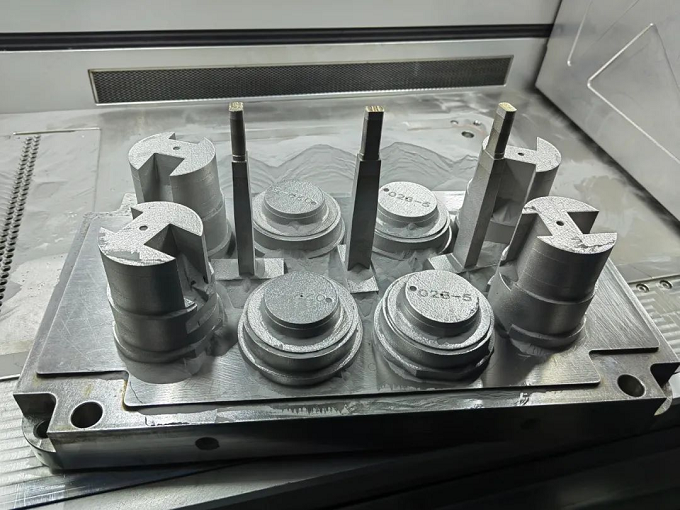
金属3D打印的精度在±0.2/100mm,加上打印工件表面较粗糙无法直接使用,通常留有余量再进行二次精加工。
CX和1.2709初始打印状态硬度在32HRC上下,通常服务商会再做二次热处理,CX可加硬到43-50HRC(可调),1.2709大约可加硬到50-52HRC。
目前我们打印的模具60%以上会采用嫁接工艺,是非常成熟的用法,嫁接打印和整体打印寿命并无明显差别。嫁接打印时基座材料需要和打印材料具有相同的热处理工艺,如打印CX时通常基座采用S136,在打印1.2709时基座可选择H13。
凯奔三维是国内早推动3D打印模具应用的团队之一,在模具3D打印应用技术和经验方面处于国内领先水平,我们致力于帮助我国广大模塑企业通过3D打印实现普遍的降本增效。